Rørleggerinstallasjon krever montering av individuelle elementer i et enkelt system. Metallrør og ventiler er sammenføyd av en gjengeforbindelse. Metoden gir en sterk og forseglet binding. For selvleggende kommunikasjon trenger du verktøy for å kutte tråder på vannrør.
Typer av gjenger på rør
En tråd er en veksling av fremspring og fordypninger på en overflate, plassert langs en spiralformet linje. Det kan være eksternt og internt, venstre og høyre. Vanlige typer:
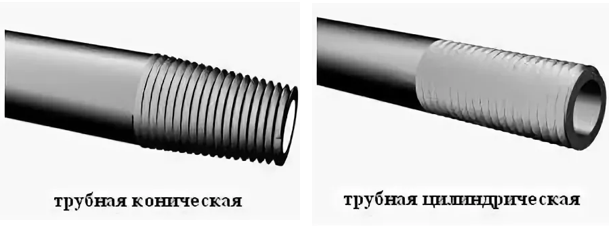
- rørformet sylindrisk;
- rør konisk;
- tommers sylindrisk (amerikansk standard);
- rund;
- tomme.
Ved installasjon av rørleggerarbeid brukes vanligvis de to første typene. De brukes til å koble til rørleggerinnretning:
- Sylindrisk (G) - Profilen er representert av en likestilt trekant med en toppunkt på 55 °. Fremspringene og fordypningene er avrundede. Anbefales for rør opp til 6 ”diameter.
- Avsmalnet (R) - tråden har en trekantet profil, danner en avsmalning på 1:16, er preget av høy tetthet av tilkoblingen av deler.
Rørtråder er henholdsvis tommer eller metriske, målt i tommer og millimeter.
Nødvendige verktøy

- En dør eller stans - en enhet i form av en herdet metallmutter, har skarpe skjærekanter (kuttere). De er runde, firkantede, sekskantede. Typer matriser: solid, glidende, delt. Hull er tilgjengelig for fjerning av chips.
- Klupp er et verktøy basert på en glidende dyse. Den todelte karosseriet lar deg justere skjærediameteren. For enkelhets skyld er et håndtak ordnet. Noen modeller er utstyrt med en skralle som tillater roterende bevegelser med en hånd. Det profesjonelle verktøyet er utstyrt med en elektrisk drivenhet.
- Kranen er en herdet stålskrue med skjærekanter. Består av en arbeidsdel og et skaft. Settet inneholder enheter for grovbearbeiding og etterbehandling.
I tillegg tilberedes tilleggsenheter:
- målebånd og blyant - for målinger og merker;
- vernier caliper - bestemmer diameteren på rør og beslag.
Verktøyene som brukes må være av høy kvalitet, metall av skjærene er skarpt og holdbart. Når du arbeider med matriser og kraner, er det nødvendig med en skrustikke.
Forberedelse til arbeid
Området der du må jobbe med en gjenger for vannrør blir renset for rust, smuss, malingsrester. Sandpapir brukes. Overflaten bør rengjøres til en metallisk glans. Endeflaten er avfaset. Forbered smøremiddel for rør og skjæreverktøy. Det kreves en fille for å rengjøre sponene.
Metoder for gjenging av vannrør

Terningskjæring
Valget av type verktøy avhenger av kvalitetskravene.Det beste resultatet oppnås når du bruker en solid dyse, som har høy stivhet. Ulempen med enheten er rask slitasje. Fjærbelastede matriser (med et kutt i et av de aksiale hullene) lar deg endre tråddiameteren innen 0,3 mm. Stivheten deres er redusert, fortennene varer lenger, men trådenes renhet går tapt.
Det forberedte røret er fastspent i en skruestikke. Matrisen plasseres i holderen og festes med skruer. Området som skal behandles og kuttere smøres. Verktøyet settes på røret i rett vinkel. Rotasjonen er jevn, med klokken. Etter at flere svinger er utført, fjernes flisen og smøringen gjenopptas. For kutting av høy kvalitet, etter grovkutting, brukes en etterbehandling. Den ferdige tråden rengjøres med en fille.
Bruke klupp

Bruken av en rørform er mer praktisk enn matriser. Verktøyet er dyrere, men for mye arbeid er det bedre å velge det. Klupp gir en ren tråd, den glidende designen lar deg justere tråddiameteren. Installasjonen av guider reduserer risikoen for forvrengninger, letter skjæringsprosessen. Hvis en skralle er inkludert i strukturen, plasseres et skrallehjul i nærheten av dysen. Når du snur det, beveger verktøyhodet. Ratchet er uunnværlig under trange arbeidsforhold.
Røret er fastspent i en skruestikke og etterlater et lite område. Den korte utstikkende delen tillater ikke at metallet bøyer seg fra den påførte kraften. Røret og skjærene smøres med maskinolje. Den utstikkende delen er satt inn i dyseføringen. Skjæring skjer med korte rotasjonsbevegelser. Drei regelmessig bakover for å kutte sjetongene. Fett tilsettes under drift. Når du tråder vannrør, er det viktig å holde rede på antall gjenger.
Ved å bruke et elektrisk verktøy kan du kutte på noen få sekunder. Utskiftbare hoder med kuttere velges for ønsket rørdiameter. Arbeidet er ikke bare raskt, men også av høy kvalitet.
Trykk på arbeid
- en er svart;
- to - midt;
- tre - etterbehandling.
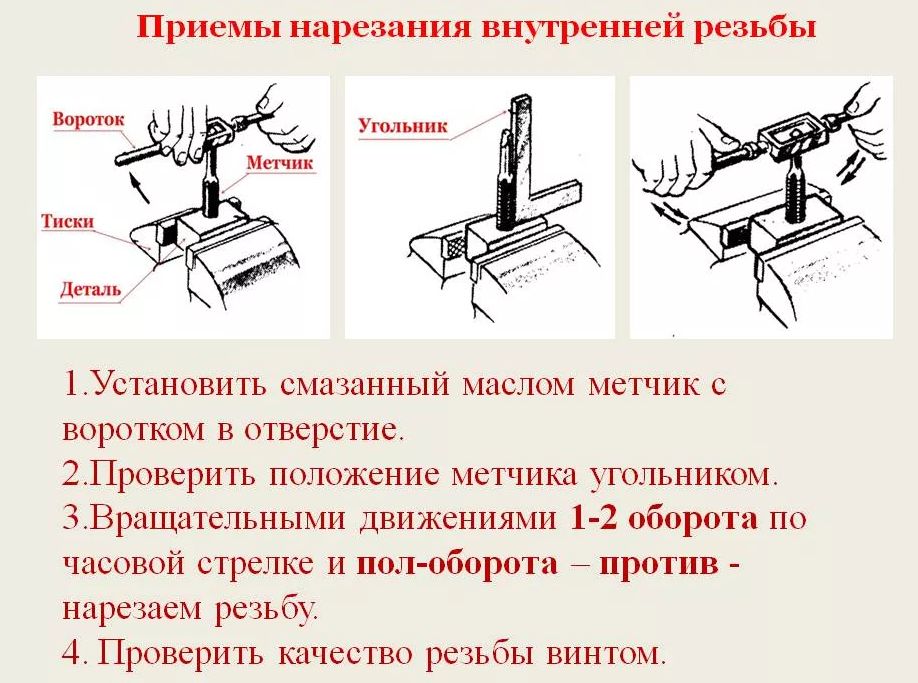
Rørets innside må rengjøres og smøres. Kranen er satt inn vertikalt, skaftet er festet i kranen. Rotasjonen er med klokken. Når du arbeider med mykt metall, blir verktøyet med jevne mellomrom slått ut og sponene rengjøres. Fett kreves. Etter endt arbeid kontrolleres kvaliteten på tråden.
De viktigste årsakene til ekteskapet
Årsaken til mangelen i arbeidet er arbeidsløs uforsiktighet eller bruk av verktøy av dårlig kvalitet. Vanlige rørskjæringsfeil når du arbeider med en kran eller dør:
- Ujevne tråder - problemet oppstår når du bruker en kjedelig matrise, for tidlig fjerning av flis, utilstrekkelig smøring.
- Ufullstendig tråd - Tråden er større enn anbefalt.
- Feiljusterte spiralformede spor - feil montering av matriser eller kraner.
- Brudd på tråden er årsaken til tilstopping av sporene med spon, den dårlige kvaliteten på verktøyet, rørdiameteren er større enn den foreskrevne.
- Knekkbrudd - Overdreven kraft påført et smalt hull, utilstrekkelig fjerning av spon, mangel på smøring.
Selvforberedelse av deler for en gjenget forbindelse er ganske tilgjengelig med et verktøy. For at arbeidet skal kunne gjøres effektivt, må du følge reglene. Bruk av et skarpt verktøy og nøyaktighet utgjør mangelen på faglige ferdigheter.