Forbindelsen av polymer vannrør til en enkelt linje utføres på to måter: ved hjelp av koblingselementer (beslag) eller ved lodding. Sistnevnte alternativ er mer økonomisk - det er ikke nødvendig å kjøpe flere deler. Men det krever spesielle verktøy. Hvis du vet svekkene, er det mulig å lodde plastrør for hjemmet vannforsyning med egne hender, uten involvering av spesialister. Det vil også spare familiebudsjettet.
Verktøy for å få jobben gjort

For å koble til plast- og propylenelementer, brukes metoden for termisk diffusjon - fusjon når den varmes opp med et spesielt loddejern. Det skiller seg fra et enkelt loddeverktøy ved at det ikke bruker kobberelektroder, men ståldyser. De er festet i hullene på varmeelementet på loddejernet. Temperaturkontroll utføres ved hjelp av en termostat plassert på kroppen.
For arbeid med rørelementer laget av polyetylen eller polypropylen, trenger du i tillegg:
- måleinstrumenter - målebånd, linjal, firkant, nivå;
- spesialisert saks eller rørskjærer;
- avfettingsvæske.
I tillegg er det verdt å tilberede et finkornet sandpapir eller en tynn fil. De vil bidra til å gjøre kuttene dine helt glatte.
Sikkerhetstiltak
Når du arbeider med loddejern, må du følge sikkerhetsforholdsregler. Unnlatelse av å gjøre dette vil påvirke vedheftets kvalitet negativt og forårsake skader og forbrenning.
Følg følgende regler:
- Plasser det varme loddejernet bare på stativet.
- Bruk hansker for å beskytte hendene mot forbrenning.
- Utfør arbeid i et godt ventilert område, fordi polymermaterialer avgir skadelige stoffer når de varmes opp.
Tipsene er teflonbelagt for å unngå karbonavleiringer. På slutten av hver sveiseprosess må den gjenværende polymeren fjernes med en trespatel. Det er ikke tillatt å rengjøre de avkjølte dysene, da dette kan skade belegget og ødelegge loddejernet.
Funksjoner av loddevannsrør

Før du begynner å jobbe, må du velge riktig teknologi. Tre loddemetoder brukes til tilkoblingen:
- Kobling. I dette tilfellet brukes koblinger som settes inn mellom de tilstøtende delene. Prosessens egenart er at bare forbindelseselementene i seg selv blir oppvarmet. Vanligvis brukes metoden for rør med små og mellomstore tverrsnitt.
- Klokkeformet. Dyser med forskjellige diametre brukes. Endene på delene blir kuttet i en vinkel på 90 grader og rengjort, og deretter satt inn i dysen til den tilsvarende seksjonen. Under loddingen blir endene på de to elementene oppvarmet, smeltet og sammenføyd. Etter docking må ikke delene roteres.
- Butykova. Samtidig er endene på de to segmentene sveiset langs hele planet. Den brukes til å koble sammen store rør - med en diameter på mer enn 5 cm og en veggtykkelse på 0,4 cm.
Hvis du trenger å lodde forsterkede rør, trenger du et spesielt verktøy - en barbermaskin. Det er nødvendig å rengjøre røret fra aluminium, som er skjult under det øvre polymerbelegget. Videre er rørene sveiset i henhold til standardmetoden.
Noen ganger er gjengede deler påkrevd i rørledningsdelen. Denne beslaget kan loddes til en passende rørforbindelse.Sveisearbeid på rør skal bare utføres ved positive omgivelsestemperaturer.
Sekvens av sveiseprosessen
Først må du klargjøre rørene selv. De er delt inn i biter av ønsket størrelse, endene er planet og polert, skjøtene tørkes med avfettende væske.
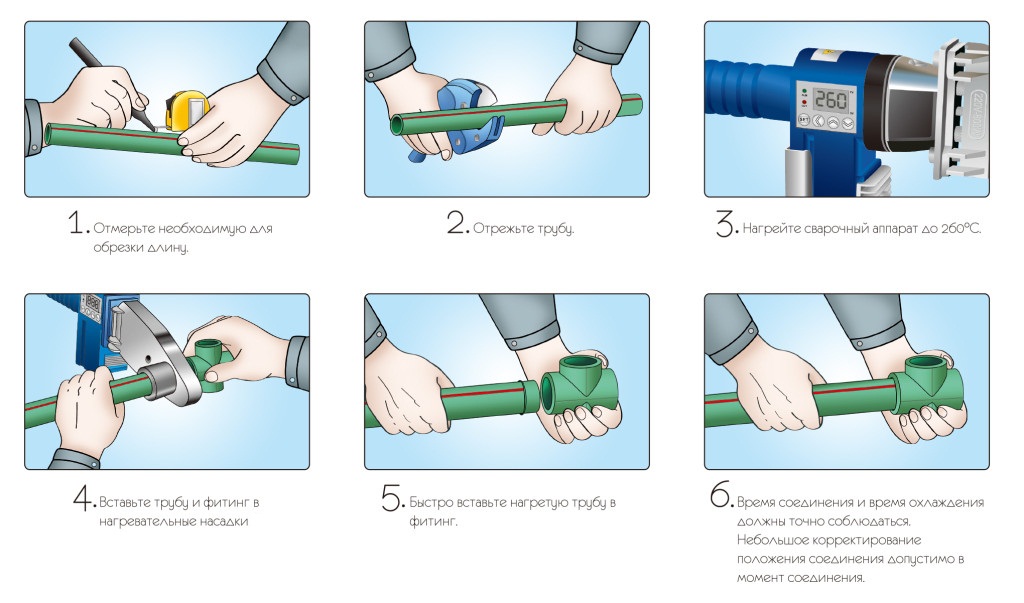
Ved hjelp av en termostat blir ønsket oppvarming valgt, med tanke på forskjellen i denne indikatoren for polymerer. Du kan avklare hvilke spesifikke rør du lodder ved å merke på selve produktet. For rør av polypropylen og polyvinylklorid (PP og PVC) utføres oppvarming opp til 260 grader, for polyetylen (HDPE) rør - opp til 220 grader. De oppvarmede elementene er koblet til hverandre ved å sette røret inn i stikkontakten, koblingen eller ved å forbinde endene av segmentene.
Varigheten av smeltingen etter å ha ført til ønsket temperaturregime bestemmes avhengig av seksjonen:
| Produktdiameter (mm) | Oppvarmingstid til ønsket temperatur (sek) | Heftetid (sek) | Kjøletid (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Etter at skjøten er avkjølt, sjekk riktigheten av utført arbeid. Tettheten til den sveisede delen kontrolleres ved å blåse og passere vann. Hvis sømmen på skjøten er laget dårlig, blir sømmen avskåret, og sveisingen utføres igjen.
Lodding på vanskelig tilgjengelige steder og hjørner

Om nødvendig kan rørene loddes i en vinkel. For dette brukes spesielle vinkelkoblinger. Vinkelen brukes til å kontrollere graden av bøyning. Kjøp produkter fra en produsent, dette vil sikre høy vedheft av elementene som skal skjøtes.
Sveising på vanskelig tilgjengelige steder er vanskelig for lekmannen. Når du arbeider under taket, må loddemaskinen henges på en krok. Noen ganger er det nødvendig å bytte ut en del i et vannforsyningssystem som allerede fungerer: i tilfelle skade som vannet drypper gjennom, eller en sterk blokkering. Den enkleste måten er å lodde gjengede beslag på de stedene der det er praktisk å gjøre det, og allerede plante en del av røret på dem.
Du kan lodde et polypropylenrør, hvis vann drypper gjennom en liten sprekk, ved hjelp av den håndverksmessige sveisemetoden. Gapet lukkes av materialet som røret er laget av. En varm spiker eller skrutrekker påføres det defekte stedet. Hullet er dekket med smeltet polymer. Men dette er et midlertidig alternativ, det skadede området må fortsatt skiftes ut.
I kort tid kan polymerproduktet forsegles med en industriell hårføner. Fugen oppvarmes til materialet mykner. Det festes en klemme på røret og strammes tett.
Mulige feil

- jobbe med rå skiver;
- ujevnheter i forankringsdelene;
- unøyaktig justering av de tilkoblede elementene;
- for mye kraft når du blir med;
- ufullstendig innsetting av røret i monteringsforbindelsen;
- liten eller overdreven oppvarming av delene som skal sveises;
- tilstedeværelsen av et forsterkende lag;
- endre posisjonen til elementene etter at plasten er avkjølt;
- ved hjelp av et loddejern med dyser forurenset med polymer;
- rengjøring av de avkjølte dysene og påfølgende bruk av deler med et skadet teflonlag.
Noen ganger på høy kvalitet på materialer gir sterk overoppheting ikke visuelle ytre feil. Men samtidig er det en indre deformasjon når den oppvarmede plasten blokkerer den indre passasjen. Dette fører til rask tilstopping og blokkering av vannstrømmen.
I tillegg til varm lodding brukes en kald sveisemetode. Teknikken innebærer bruk av et spesielt løsemiddel som en aktiv loddekomponent, som myker opp strukturen til polymeren. På grunn av kompleksiteten har metoden ikke fått mye popularitet.