A fűtőcsövek hegesztése a fő módszer a háztartási és ipari kommunikáció összeállítására. Az ilyen típusú csatlakozások nem igényelnek karbantartást, például ragasztott vagy menetes kötések, de állandó hő- és mechanikai igénybevételnek vannak kitéve. Ennek alapján gondosan meg kell választania az eszközöket, anyagokat és gondosan be kell tartania a hegesztés technológiáját. A fém csatlakozásának szabályainak megsértése repedések megjelenéséhez és korrózió kialakulásához vezet. Ha ezt az eljárást saját maga tervezi megtenni, akkor meg kell találnia, hogy milyen módszereket alkalmaznak a fűtés hegesztésére, valamint a magas színvonalú és tartós eredmény eléréséhez szükséges szakmai technikákat.
Szerszámok és berendezések

A fűtőcsövek hegesztése elektromos hegesztéssel az előkészítő lépéssel kezdődik:
- A mester előkészítése. Szükséges a munkahely megfelelő felszerelése, a biztonsági intézkedések betartásának biztosítása, ha szükséges, olvassa el újra a berendezések és anyagok kezelésére vonatkozó utasításokat. A csövek elektromos hegesztéssel történő hegesztéséhez védőeszközökre lesz szükség. Ide tartozik egy speciális tűzálló öltöny (nadrág, dzseki, sapka színnel), maszk, cipő és nadrág. Gondoskodnia kell a jó szellőzésről.
- Szerszámok és anyagok előkészítése. Minden apró részletre figyelni kell, mivel a munka kényelme és a végeredmény minősége függ ettől.
A fűtés hegesztéséhez a következő eszközökre és eszközökre van szükség:
- hegesztőgép póttartóval;
- daráló daraboló és csiszoló korongokkal;
- fém kefe;
- különböző szemcseméretű csiszolópapír;
- egy kalapács;
- elektródok készlete;
- helyettes;
- bilincsek;
- acél vagy azbesztcement lemezek, amelyek megvédik a falakat a fémcseppektől és a koromtól;
- ponyva a padló borítására.
A csövek elektromos hegesztéssel történő hegesztése előtt ellenőrizni kell a pajzsban lévő kábelek, aljzatok és gépek megfelelőségét az előkészített készülék kijelzőivel. Elég erőseknek kell lenniük ahhoz, hogy ellenálljanak azoknak a nehéz terheknek, amelyeket még a háztartási felszerelések is terhelnek.
Műanyag csőhegesztési technológia

A polipropilén fokozatosan felváltja az acélt, mivel viszonylag alacsony költséggel számos pozitív tulajdonsággal rendelkezik. A műanyag csöveket nagy nyomású, könnyű, sima belső falakhoz és kiváló megjelenéshez tervezték. De a csővezeték akkor fogja hatékonyan ellátni a funkcióit, ha minden ízület erős és szoros. Nem szabad megfeledkezni arról, hogy amikor a forró vizet 110 fok feletti hőmérsékleten engedjük át, a polimer puhává válik, és méretének növekedni kezd. Ezért a fűtés telepítéséhez csak üvegszállal vagy alumínium fóliával megerősített termékeket használnak.
A linkek összekapcsolásához speciális forrasztópáka használható. A készülék kétoldalas, az egyik szélén fúvókák vannak a külső, a másikon - az összekapcsolt részek belső fűtésére.
Csatlakozásukhoz a következő szerelvényeket használják:
- tengelykapcsolók;
- adapterek;
- sarkok;
- pólók;
- keresztek;
- menetes peremek a fűtőakkumulátorhoz való csatlakozáshoz.
A polipropilén kommunikáció forrasztásakor a diffúzió elvét alkalmazzák a hő hatására.A szomszédos láncszemek szélei megolvadnak, az anyag összekeveredik és monolit vegyületet képez.

A polimer alkatrészek hegesztését a következő módszer szerint hajtják végre:
- Csővázlat készítése a fűtési rendszerhez.
- Bizonyos hosszúságú munkadarabok fűrészelése. Javításra kerül a csövek merülésének mennyisége a szerelvények furataiban és maguk a szerelvények méretei.
- Melegítse fel a forrasztópákát, amíg a zöld jelző nem világít. Ez annak bizonyítéka, hogy megkezdődhet a gyülekezés.
- Alkatrészek rögzítése a készülékhez a megfelelő átmérőjű elágazó csöveken. Fűteniük kell a táblázat utasításainak megfelelően, amellyel a berendezés elkészült.
- Cső és csatlakozó csatlakozás. Ezt szigorúan egy irányban kell végrehajtani, amíg a belső rész a szerelvény rögzítőfüléhez nem támaszkodik. A termékeket nem lehet forgatni, előre-hátra mozgatni. Az ízület szögének korrekciója megengedett.
- Hűtés. A csuklót statikus helyzetben kell tartani mindaddig, amíg azt az eszköz használati útmutatója előírja. Csak ezután folytatható az összeszerelés.
A fémcsövekkel ellentétben a polimer csövek támaszt igényelnek a függőleges és vízszintes szegélyekhez. 100-150 cm-enként műanyag távtartókkal rögzítik a falakhoz. Összeszerelés után a polipropilén kommunikáció nem igényel további befejezést és későbbi karbantartást.
Fémcső hegesztési technológia

Annak érdekében, hogy a kapcsolat erős és szoros legyen, a telepítés előtt elő kell készíteni a rendszer alkatrészeit. Szükséges ellenőrizni az élek egyenletességét, letörni és ledarálni a fémet a vágástól 10 mm távolságra. Ezt követően a megtisztított helyeket oldószerrel kell kezelnie annak zsírtalanítása érdekében.
A különböző célú csövek hegesztéséhez a következő bevonatú összetételű elektródákat használják:
- rutilsav (RA) - hideg- és melegvíz-ellátás kiépítéséhez a közszférában;
- rutil (RR) - nagy nyomáson működő fűtési rendszerek összeszereléséhez;
- rutil-cellulóz (RC) - olyan szerkezetekben használják, amelyeknél az ízületek nagy megbízhatóságot igényelnek;
- univerzális (B) - minden típusú csővezeték szereléséhez a lakossági szektorban és a gyártásban.

Fémcsöveket a következő technológiák segítségével főzhet:
- Elektromos hegesztés. Manuálisan vagy géppel végezzük. A működési elv egy rövidzárlat során bekövetkező elektronikus ív létrehozásán alapul. Ez a folyamat nagy mennyiségű hő felszabadulásával jár együtt, ami a fém megolvadását okozza. A varrat létrehozásához fogyó vagy nem fogyó elektródákat használnak.
- Gázhegesztés. A csőkötések megolvadnak az égő gáz hatására, egyidejűleg egy fém ráhelyezésével, amely tengelykapcsolóként működik. Monolitikus kötés képződik, amelynek homogén szerkezete van a szomszédos részekkel.
- Hideg hegesztés. Ezt a módszert alacsony nyomású csővezetékek telepítésekor vagy nehezen hozzáférhető helyeken történő javításkor alkalmazzák. A módszer lényege abban áll, hogy egy gyorsan kötődő ragasztóval átitatott kötést körbetekerünk a kopogás körül.
Az opció megválasztása akkor helyes, ha megfelel a rendszer jellemzőinek és a hűtőfolyadék jellemzőinek.
A varratok osztályozása

Az illesztés különböző módon hegeszthető a tervezési jellemzők és a feldolgozott fém vastagsága alapján.
A hegesztéseknek van egy ilyen osztályozása:
- Megjelenésük szerint laposak (normálisak), legyengültek (konkávak) és megerősítettek (domborúak).
- Hossz szerint - szilárd (folytonos, zárt), szakaszos (pontok, szegmensek). A hosszúságot tekintve a varratok rövid (legfeljebb 25 cm), közepes (26-100 cm) és hosszú (több mint 101 cm) fel vannak osztva.
- Végrehajtáskor - vízszintes (függőleges szakaszokon), függőleges (vízszintes gerendákon), mennyezet (ha a csatlakozás alulról készül), alul (elektróda a varrás tetején).
- A tényleges erő szerint - oldal (a tengely mentén), frontális (a tengelyen át), ferde (keresztben), kombinált (típusok kombinációja).
- A rétegek és átmenetek száma alapján - egyrétegű (egy menet) és többrétegű (több lépés).
A fűtési rendszer megfelelő telepítésével az összes felsorolt varrat elvégezhető. Szükség esetén a csövek belsejében is hegesztést végeznek.
A hegesztett kötések fő típusai
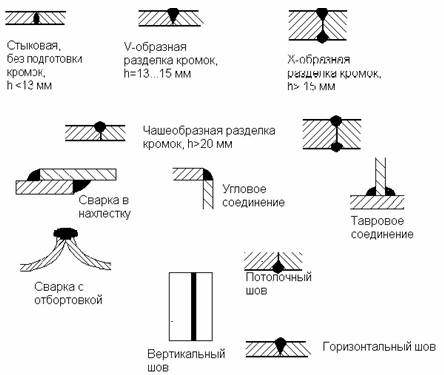
A varratok az űrben való elhelyezkedésük szerint a következő típusokra oszthatók:
- szögletes - az alkatrészek szöget zárnak be;
- T alakú - az elemek végének és oldalának összekapcsolása;
- csikk - a csövek egy síkban vannak összekötve;
- átfedés - az alkatrészek egymásra helyezkednek;
- vége - a töredékek oldalfelületeivel szomszédos.
A munka során a mester a legkényelmesebbet választja magának, és megfelel az alkatrészek hegesztésének technikai feltételeinek módszerének.